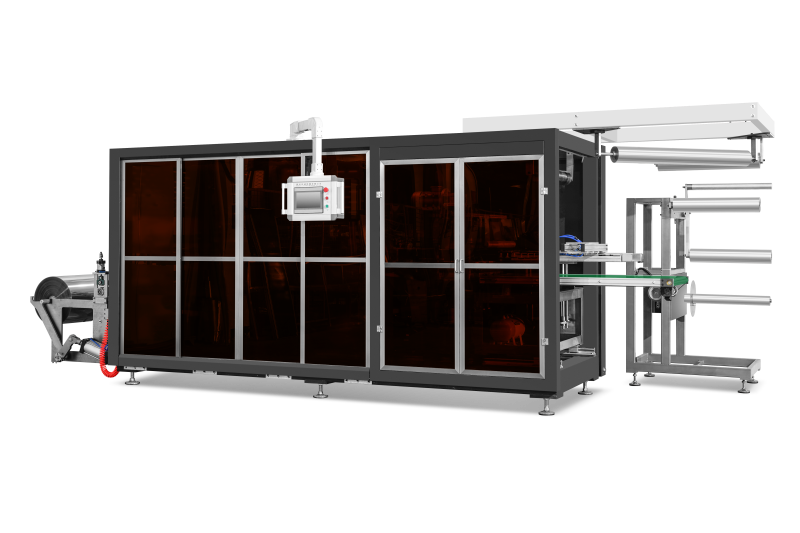

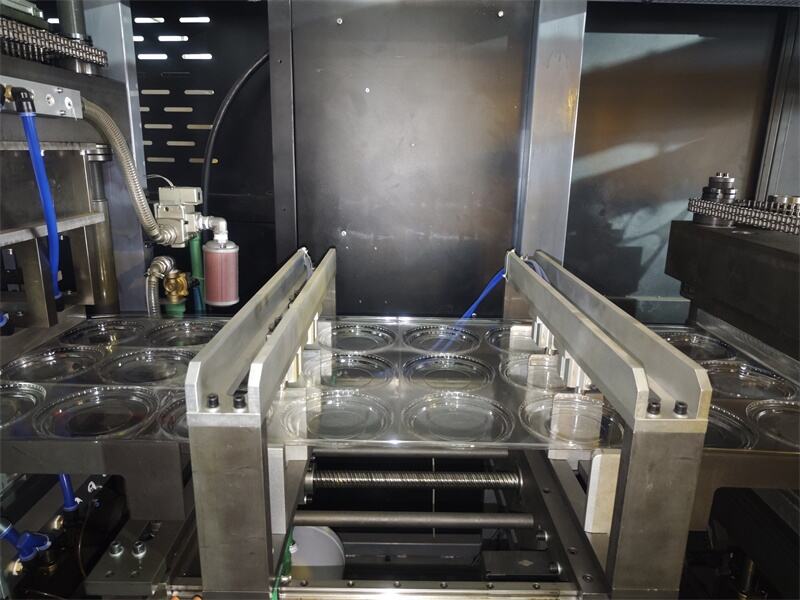


JCCX-600A Автоматическая машина термоформования пластиковых крышек разработана нашими специалистами по исследованию и разработке в соответствии с требованиями рынка упаковки. Машина использует термоформование и резку в зависимости от специальных требований к продукту со стороны пользователей. Обладает передовыми технологиями, безопасна и проста в эксплуатации, что позволяет избежать затрат труда на ручную пробивку и загрязнения при контакте с работниками. Таким образом, качество продукции обеспечивается в процессе производства.
|
Товары |
Модель: JCCX-600A |
|
Частота пробивки |
10-30(раз/минуту) |
|
Максимальная площадь формования |
550*400 мм |
|
Максимальная глубина формования |
80 мм |
|
Ход |
120-400 мм |
|
Исходное сырьё |
ПВХ, ПЭТ, ПС |
|
Толщина листа |
0,15-0,75 мм |
|
Мощность нагрева |
71 кВт |
|
Мощность основного двигателя |
14 кВт |
|
Общая мощность |
85КВ |
|
Воздух (воздушный компрессор) |
0,6-0,8МПа |
|
Охлаждение пресс-формы (чиллер) |
20℃, 60 л/ч, водопроводная / перерабатываемая вода |
|
Общие размеры |
8200*1900*2300 мм (Д*Ш*В) |
|
Вес |
7000kg |
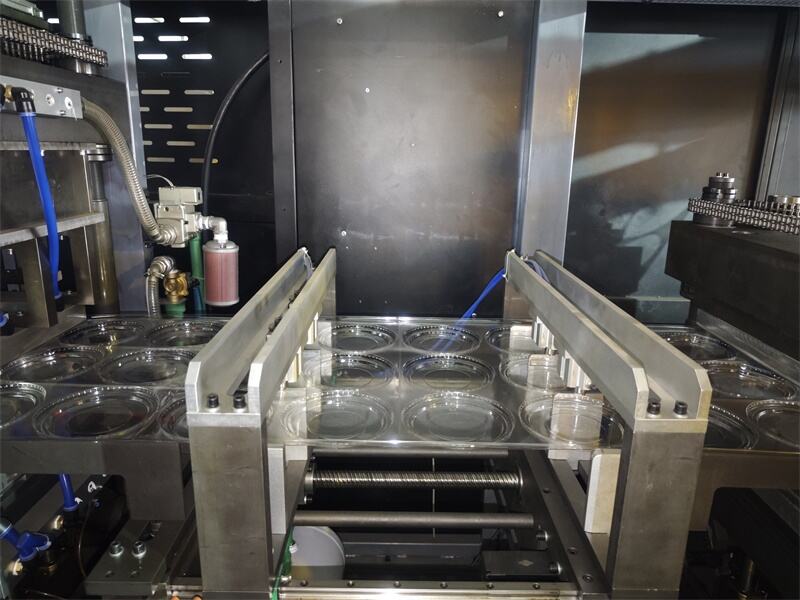
1. Машина имеет рациональную конструкцию и новую структуру. Она оснащена сервоприводным пневмозахватом для протяжки, обеспечивает синхронную работу конвейерной линии: нагрев, формование, резку и сбор отходов, а также обладает отличными характеристиками — регулируемый ход направляющих станка. Технологический процесс интуитивно понятен, эксплуатация и обслуживание удобны, функции полностью реализованы. Имеет следующие очевидные особенности:
2. Устройство регулировки расстояния с сервоприводом позволяет различным пресс-формам перемещаться влево и вправо по круговым направляющим основания машины, что обеспечивает возможность упаковки изделий различных спецификаций, расширяет сферу применения оборудования и упрощает испытания.
3. Применено устройство протяжки с серводвигателем и пневмозахватом, ход регулируется в диапазоне 120–400 мм.
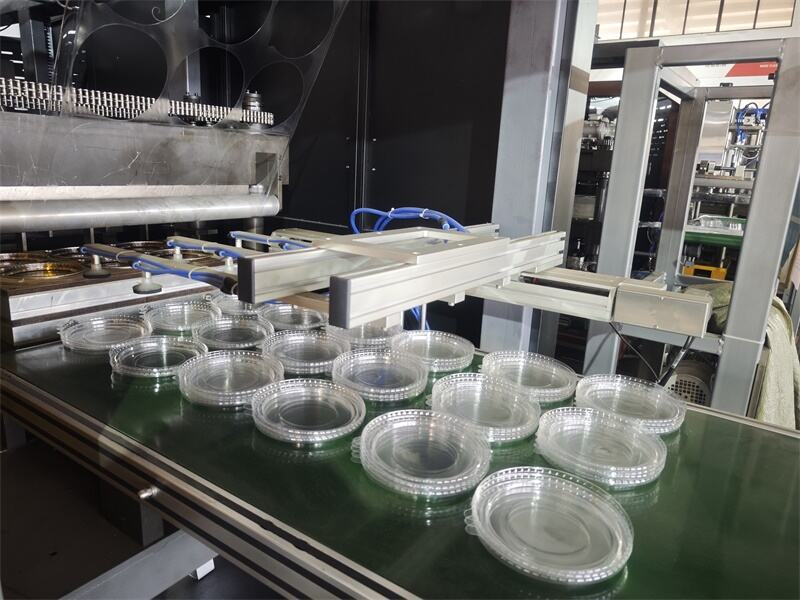
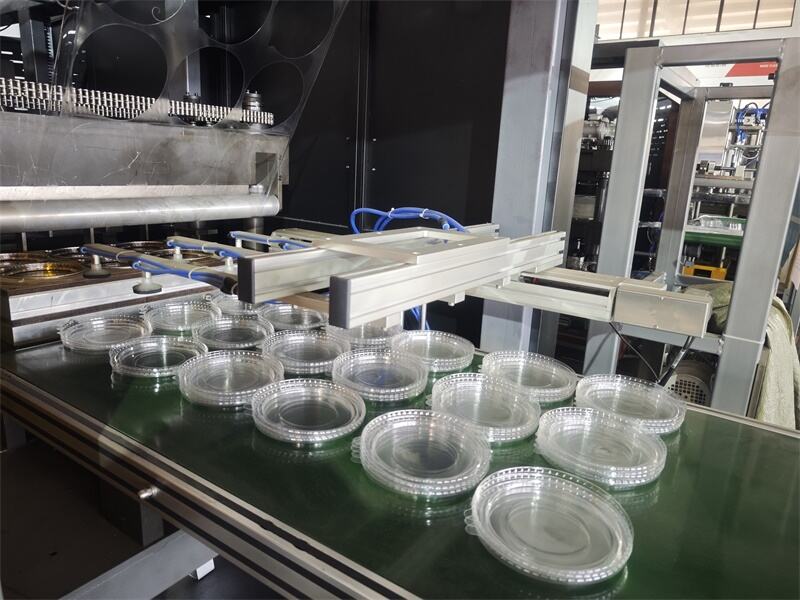
4. Принята вторичная пластина метода нагрева, при котором сначала осуществляется предварительный нагрев, а затем основной нагрев. Зона нагрева соответствует зоне формования, что обеспечивает температуру нагрева материала в соответствии с требованиями формования под положительным давлением, позволяя поддерживать степень усадки материала на минимальном стабильном уровне, тем самым гарантируя качество формования изделия. После формования изделие обладает более высокой прозрачностью, поверхность чистая, без полос, что значительно улучшает внешний вид изделия. По сравнению с методами нагрева плиточного типа, данный способ позволяет экономить больше электроэнергии. Благодаря использованию уникального метода формования под положительным и отрицательным давлением обеспечивается высокое качество формования изделия. Применение нескольких методов формования позволяет изготавливать различные типы изделий, что обеспечивает более высокую прозрачность, четкую поверхность и уменьшает образование морщин после формования, значительно улучшая эстетичность изделия
5. В зависимости от требований к изделию можно выбирать подходящие типы форм для достижения наилучшего эффекта формования.
6. Пневматические системы полностью управляются с помощью фотоэлектрических датчиков и могут программироваться через ПЛК для обеспечения точной работы каждого механизма и синхронной стабильности продукции при многостанционной и длинной работе.
Использование ПВХ, ПЭТ, ПС в качестве сырья, смена формы на одном станке для производства крышек, крышек, лотков, тарелок, коробок, лотков для пищевых продуктов и медицинских изделий и т.д.
Свяжитесь с нами сегодня для бесплатной консультации и получения предложения. Наша команда экспертов готова помочь вам на каждом этапе.
![]() Эл. почта: [email protected]
Эл. почта: [email protected]
![]() Телефон: +8615382581100
Телефон: +8615382581100